
3D-печать простыми словами?
Напечатать можно все что угодно, модели любой сложности.
Например закладки для книг? Легко! Кашпо для любимого цветка? Пфф! Брелок для ключей? Вообще проще простого!
А как вам напечатать супергероя и расскрасить его? Или коробочку для мелочевки? А может Вы создаете робота?



Весь процесс можно разделить на 8 ключевых этапов:
- 📐Этап 1: Создание или поиск 3D-модели
Используемые инструменты для создания моделей:
Для начинающих: Tinkercad (онлайн, простой).
Для продвинутых пользователей: Fusion 360, Blender (бесплатные для личного использования), SketchUp.
Профессиональные: SolidWorks, AutoCAD, 3ds Max.
Важно: Модель должна быть "водонепроницаемой" (не иметь дыр в сетке) и сохранена в подходящем формате (обычно .STL или .OBJ).
Или поиск модели на профильных сайтах, например:
MakerWorld.com, Thingiverse.com и пр. - 🔪
Этап 2: Подготовка модели к печати (Слайсинг)
Программа slicer превращает 3D-модель в код (G-code), а так же дает тонкие настройки как именно стоит печать модель. Делается для того, что бы принтер понял, как именно нужно печать.
Популярные слайсеры: Ultimaker Cura, PrusaSlicer, Simplify3D.Ключевые настройки:
Температура сопла: Для PLA обычно 190-220°C.
Температура стола: Для PLA обычно 50-70°C. Нагрев стола улучшает сцепление первого слоя и предотвращает коробление.
Скорость печати: Стандартно 40-60 мм/с. Первый слой печатают медленнее (20-30 мм/с).
Охлаждение: Вентилятор обдува обычно работает на 100% начиная со 2-го слоя. PLA любит хорошее охлаждение.
Заполнение (Infill): Процент внутреннего заполнения модели (от 0% до 100%). Обычно хватает 15-25% для баланса прочности и экономии пластика.
Поддержки (Supports): Создаются для "свисающих" элементов модели (под углом более 45°). Обязательны для сложных моделей.
Толщина слоя (Layer Height): Определяет детализацию и гладкость поверхности. Стандартно 0.15-0.2 мм. - ⚙️Этап 3: Подготовка принтера
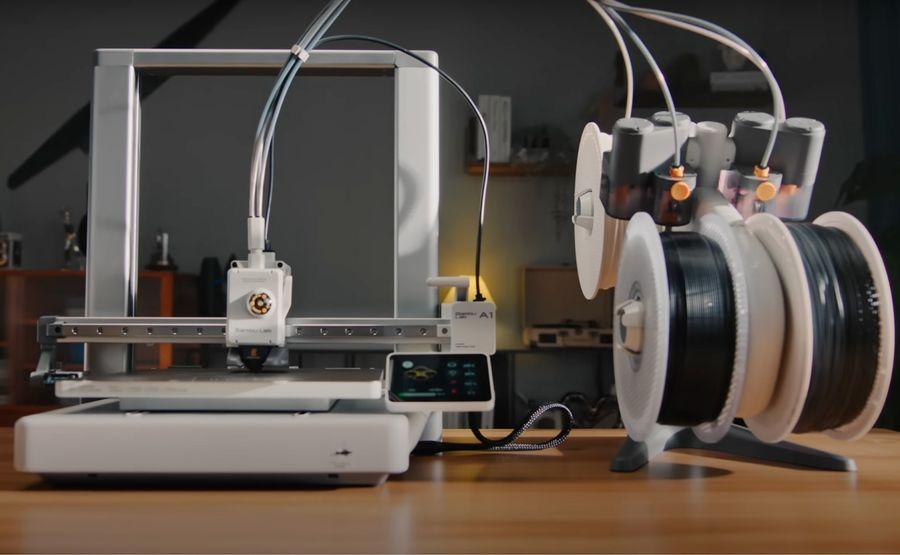
Заправка филамента или филаментов, если имеется система многоцветной печати.
Самая критичная операция - это калибровка стола. Расстояние между соплом и столом должно быть одинаковым по всей площади. Зазор должен быть примерно с лист бумаги.
Важно протереть поверхность стола спиртом от пыли и жира для лучшего адгезии (сцепления). - 🖨️
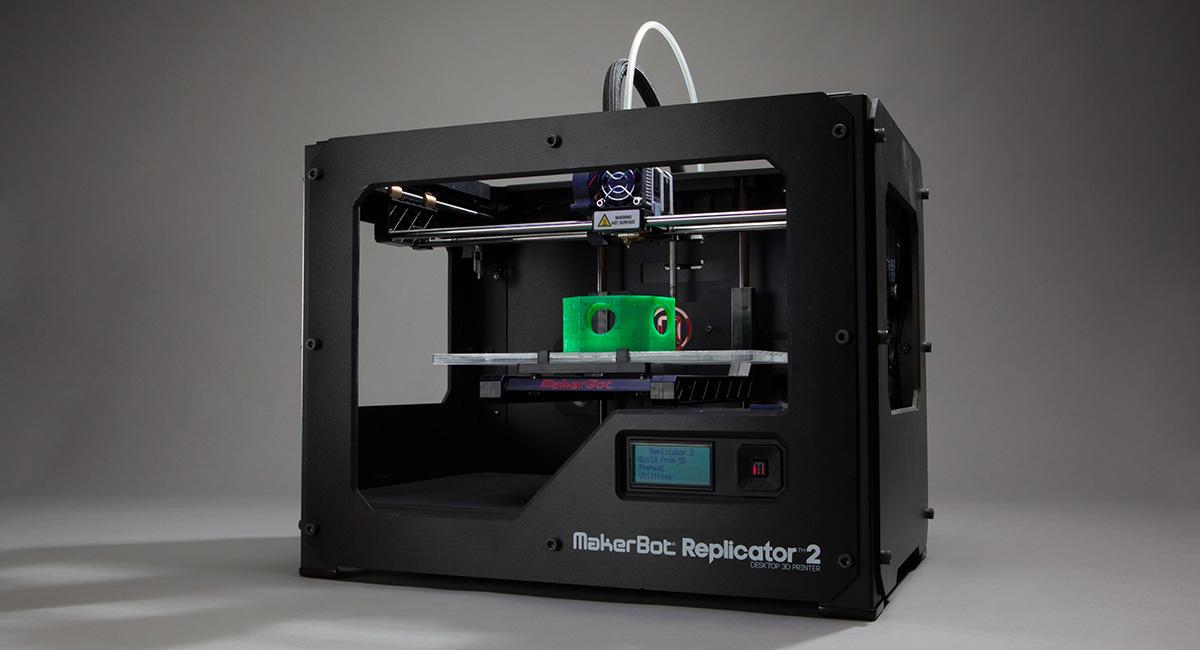
Этап 4: Процесс печати
Принтер нагревает сопло и стол до заданных температур.
Пластик (филамент) подается в экструдер, где он плавится в горячем сопле и тонкой нитью выдавливается наружу.
Принтер двигает сопло по заданной траектории (G-коду), нанося слой за слоем расплавленный PLA. Каждый новый слой плавится поверх предыдущего, создавая монолитную деталь.
Особенности PLA в процессе печати:
- Издает сладковатый запах (как у жженого сахара или попкорна).
- Не требует закрытой камеры, так как практически не коробится при остывании.
- Быстро затвердевает при обдуве вентилятором. - 👷
Этап 5: Мониторинг
Рекомендуется следить за печатью первых нескольких слоев, чтобы убедиться, что модель хорошо прилипла к столу и нет явных дефектов.
- ✨
Этап 6: Снятие модели со стола и удаление поддержки
Используется шпатель или скребок, чтобы аккуратно поддеть и отделить модель от поверхности стола.
Поддержки обычно легко отламываются руками или с помощью пинцета и кусачек. Иногда требуется использовать модельный нож для аккуратной подрезки. - ✅
Этап 7: Дополнительная обработка (опционально)
Шлифовка: Для сглаживания следов слоев используется наждачная бумага с разной зернистостью (начиная с крупной P120 и заканчивая мелкой P600+).
Покраска: PLA хорошо красится акриловыми красками. Для лучшего результата рекомендуется предварительно загрунтовать поверхность.
Полировка: Некоторые модели можно полировать специальными составами или методом химической паровой ванны (с осторожностью, так как PLA чувствителен к некоторым химикатам, например, ацетону).
Склейка: Если модель была напечатана частями, их можно легко склеить суперклеем (цианоакрилатным). - 🎯
Итог
Готовое изделие можно сразу использовать, не боясь его повредить.
Изделия получается, даже при первой печати довольно совершенной.
Нужно пробовать разные настройки и экспериментировать с разными материалами.
Оформите заявку на обратный звонок.